ماسه تر
قالبگیری ماسه تر
قدیمی ترین روش اتصال دانه های ماسه،استفاده از خاک رس و آب به عنوان چسب است.به این نوع ماسه تر گفته می شود،زیرا دارای رطوبت است.البته میتوان آنرا در کوره هایی با دمایی پایین قرار داد تا خشک شده و استحکامش افزایش یابد.امروزه دیگر از روش خشک کردن ادر کوره استافده نمی شود و به جای آن از چسبهایی با ترکیبات شیمیایی استافده می شود.اما ماسه تر همچنان پر کاربرد ترین روش قالبگیری خصوصا برای قطعات برای قطعات چدنی است.تا حدود 50 سال قبل، 90 درصد ریخته گری فولاد نیز در ماسه تر انجام می شد.اما امروزه به جای آن از چسب هایی شیمیایی استفده می شود.در ابتدا از ترکیب طبیعی ماسه و خاک رس که حاوی 10 درصد یابیشتر خاک رس بوده استفاده می شود.پس از آن دریافتند ک با اضافه کردن گرد زغال جداکردن قطعه چدنی از قالب آسان تر می شود و کیفیت سطح حاصل بهبود قابل توجهی می باید .دلیل این امر،این است که گرم شدن گرد زغال به وسیله چدن مذاب باعث ایجاد نوعی از کربن که آن را کربن درخشان می نامند شده ؛که به وسیله چدن مذاب خیس نشده و کیفیت سطح را افزایش می دهد .به ماسه ای که برای قالب قطعات فولادی استفاده می شود گرد زغال اضافه نمی کنند.
زیرا باعث افزایش نامطلوب کربن در سطح قطعه می گردد.ماسه با چسب خاک رس می تواند بارها با افزودن آب و فرآوری دوباره استفاده گردد.اگرچه خاس رسی که تا دمای بالا گرم شده،مرده و خاصیت چسبندگی خود را از دست می دهد و مقداری از گرد زغال نیز در اثر حرارت به خاکستر تبدیل می گردد.لذا باید گرد ذغال خاک رس و آب جدید به ماسه افزود ت ماسه خاصیت چسبندگی خود را مجددا به دست آورد .در اثر استفاده مکرر از ماسه،خاک رس مرده و خاکستر گرد ذغال باعث کاهش قابلیت عبوردهی گارها در ماسه می گردد و ممکن است باعث ایجاد عیوب در قطعه شود.
امروزه از ماسه طبیعی به چز تعدادی از ریخته گری های آلومینیم کمتر استفاده می شود و اکثر ریخته گریهای چدن از ماسههای طبیعی تر مصنوعی که مخلوطی از ماسه سیلیسی شسته شده با مقدار کنترل شده خاک رس بنتونتی و مقدار کمی خاکستر گرد زغال دارد استفاده یمی کنند.در ریخته گری قطعات فولادی، ماسه تر حاوی بنتونیت( Bentoite)،نشاسته ذرت ( Starch) و گلوکز ذرت ( Dextrin) می باشد،اضافه می کنند.دراین صورت ماسه به صورت یک سیستم در آمده که به صورت پیوسته بازیافت و دوباره مصرف می شود.کنترل سیستم ماسه برای دشاتن خواص یکنواخت ریخته گری، یک فناوری مهم و تاثیر گذار بر کیفیت قطعات ریخته شده است.
افزودنی های ماسه تر:
1)زمینه اصلی:
معمولا از ماسه سیلیسی با عدد اندازه 60 تا 50 ( AFS) استفاده می شود.توزیع اندازه دانه ها نیز،اهمیت دارد.ماسه ای که روی سه تا پنج الک،90 درصد باقی مانده بهترین نتیجه را حاصل می کند.دانه های گرد یا زیر زاویه دار نتایج خوبی می دهند.زیرا سیلان و قابلیت عبور گازهای ماسه مناسب است.در ریخته گری باید ،اندازهء دانه های ماسه قالب نزدیک به اندازه دانه های ماسه ماهیچه باشد،زیرا با افزودن ماهیچه های مصرفی به ماسه بازیافتی،اندازه کلی ماسه تغییر نخواهد کرد.
2)خاک رس:
بهترین نوع خاک رس چسباننده ،بنتونیت است که دو نوع پایه کلسیم و پایه سدیم دارد.ماسه تری که با بنتونیت پایه سدیم تهیه می شود استحکام تر در حد متوسط و استحکام خشک بالایی دارد که مقاومت به خرده شدن توسط فلز مذاب در آن افزایش یافته ولی مشکلاتی در متلاشی کردن قالب پس از ریخته گری به وجود می آورد. بنتونیت مخلوط در واقع مخلوط تجاری بنتونیت پایه سدیم و پایه کلسیم است.با این ترکیب می توان خصوصیات دلخواه را به دست آورد.اکثرا نیز از بنتونیت مخلوط استفاده می شود.خاک رس می تواند رطوبت را از هوا جذب کند پس باید درجای خشک نگهداری گردد.
3)گرد ذغال:
اگر چه کاربرد اصلی آن در ریخته گری فلزات آهنی است ولی بعضی از آنها ریخته گری فلزات غیر آهنی نیز استفاده می گردد..باید توجه کرد که اندازه دانه های گرد ذغال نباید بسیار ریز باشد؛زیرا گرد ذغال نیاز به رطوبت ماسه را افزایش داده و هرچه ریزتر باشد رطوبت بیشتری نیاز دارد که ممکن است اثرات مخربی بر قطعات ریخته گری داشته باشد.گرد ذغال ریز قابلیت عبور گاز ماسه را کاهش داده ،بنابراین باید میزان لازم ،گرد ذغال اضافه گردد.این میزان برای قطعات کوچک،2 تا 3 درصد و برای قطعات بزرگ 7 تا 8 درصد است.افزودن گرد ذغال بیش از حد حفره هایی گازی را افزایش میدهد .گرد ذغال را باید درجایی نگهداری کرد که از خطر آتش سوزی در امان بوده و انبار به گونه ای باشد که گرد ذغال های قدیمی اول مصرف شوند.
4) چسب های نباتی:
در ریخته گری فولاد به منظور افزایش استحکام و چقرمگی ماسه تر استافده می شود.دو نوع کلی از چسب های نباتی،نشاسته ذرت(Starch) و گلوکز ذرت ( Dextrin) اضافه می کنند.با اضافه کردن آب به این مخلوط ماسه و نشاسته در بین دانه های ماسه حالت ژله ای شکلی به وجود می آید.
روشهای چسباندن ماسه :
1)چسب طبیعی=خاک رس
2)چسب شیمیایی فعال شده به کمک CO2
3)رزین های غیرCO2
دایکست
روش ریخته گری دایکاست
فهرست :
- مقدمه
- مزایای تولید از طریق دایکاست
- محدودیتهای روش دایکاست
- انواع ماشین های دایکاست
- ماشینهای دایکاست با سیستم تزریق محفظة گرم
- دستگاه دایکاست با سیستم تزریق محفظة سرد
مقدمه :
دایکاست یا ریختهگری تحت فشار عبارت است از روش تولید قطعه از طریق تزریق فلز مذاب و تحت فشار به درون قالب. روش دایکاست از این نظر که در آن فلز مذاب به درون حفرهای به شکل قطعة ریخته شده و پس از سرد شدن قطعة مورد نظر به دست میآید، بسیار شبیه ریختهگری ریژه است. تنها اختلاف بین این دو روش نحوة پر کردن حفرة قالب است.
در قالب ریژه فلز مذاب تحت نیروی وزن خود سیلان پیدا می کند و به درون قالب می رود، حال آنکه در روش دایکاست فلز مذاب تحت فشار و سرعت بیشتری به درون قالب میرود. به همین دلیل در دایکاست قطعات با اشکال پیچیده تری را میتوان تولید کرد.
فشاری
روش قالب گیری فشاری
فهرست :
· قالب گیری فشاری
· مراحل کلی فرآیند قالب گیری فشاری
· شرح فرآیند قالبگری فشاری و انتقالی
· انواع روشهای قالبگیری فشاری از نظر ساختمان قالب
· قالبهای فلاش دار
· قالب های سنبه ای کفی یا پله ای
· قالبهای مثبت
· انواع روشهای قالبگیری انتقالی از نظر ساختمان قالب
· برای تولید قطعات به روش فشاری
· مزایای و معایب فرآیند قالبگیری فشاری
· مزایای و معایب فرایند قالبگیری انتقالی
· عیب سرد جوشی
· عیب نیامد
· عیب مک های گازی
· عیب مک های انقباضی
· عیب آبلگی
· عیب مک های سوزنی ( ریزمک)
· عیب ترک خوردگی
· عیب سخت ریزه
· عیب قطره های سرد
· نتیجه گیری
قالب گیری فشاری
قالب گیری فشاری ،یکی از قدیمی ترین فرآیندهای قالب گیری شناخته شده است. در این قالبها ماده پلاستیکی در محفظه قالب قرار گرفته وبا حرارت و فشار شکل می گیرد. در این قالبها ،معمولا از ترکیبات گرما سخت(ترموست)،بصورت عمده واستفاده میشودولی از محصولات گرما نرم (ترمو پلاستیک)در برخی موارد وبه ندرت استفاده میشود.
موادی که بعنوان شارژ اینگونه قالبها بکار می رود،دارای اشکالی بصورت پودر ،ساچمه ای ،لایه ای وپیش فرم میباشد.
قالبهای فشاری عمدتا دارای یک عیب میباشند بطوریکه ،در اثر فشار زیاد موجود در داخل قالب پین های ضعیف ودیوارهای نازک دفرمه میشوند ، بنابراین طراحان این گونه قالبها به منظور کم رنگ کردن این عیب ،از فرایند قالب گیری انتقالی کمک گرفته اند . سال 1909توسط آقای لئو بکلند ،جهت تولید پوسته رادیو پیدایش یافت.
فرایند قالب گیری انتقالی، در زمان جنگ جهانی دوم شناخته شد بطوریکه در ابتدا کاربرد عمده ای در صنایع نظامی داشت.
ادامه مطلب ...کوبشی
روش قالب گیری کوبشی
مقدمه :
روش نسبتا جدیدی می باشد ودرصنعت جزء روش های پیشرفته به حساب می آید وسابقه تاریخی آن به سال 1960 میلادی برمی گردد .وابداع کننده گان آن روسها هستند و به سرعت به آمریکا و ژاپن که جزء کشورهای صنعتی می باشند راه یافت . و امروزه یک روش کاملا صنعتی و فراگیر می باشد .
"ریخته گری فشاری"بعنوان روشی تازه در عرضه شکل دادن فلزات بنظر میرسد که در آینده
نزدیکی قادر است با تولیدی مرغوبتر و ارزان تر،سهم بیشتری را در ساخت قطعاتی خاص نصیب خودسازد.
این روش مجموعه ایست از ریخته گری، و آهنگری، بطوریکه زمینه های اصلی آنرا ریخته گری،
یعنی ذوب، بارریزی، انجماد و مسائل دیگر ریخته گری تشکیل داده و آهنگری پس از بارریزی
بصورت اعمال فشار به مذاب در حال اتجماد و شکل دادن آن ظاهر می شود.
فهرست :
تاریخچه
مراحل انجام فرایند
in Direct casting روش غیر مستقیم
روش حذف حفرات انقباضی
حذف حفرات گازی
پارامترهای موثر بر کیفیت قطعات در روش کوبشی
مشکلات روش ریخته گری کوبشی
نوع قطعات مناسب برای ریخته گری کوبشی
ساختار انجماد قطعات در روش کوبشی
تاریخچه :
بطور کلی می توان روش "ریخته گری فشاری"را بشکل اعمال فشار به مذاب ریخته شده در قالب در خلال انجماد حهت شکل گرفتن آن تعبیر نمود.
گزارشهای موجود حکایت از این دارند که هم اکنون در تعدادیازکشورهای پیشرفته جهان تولید
انبوه قطعات مختلف فولادی، چدنی و غیر آهنی با این روش انجام می گیرد. اما با توجه به کلیه
جوانب می توان گفت که قابلیت و کارآئی این روش در تولید قطعات مختلف از جنس برنج و برنز و آلیاژهای آلومینیم آشکار گردیده ولی در عرصه فولاد و چدن ضعفهائی چون جوش خوردن قطعه به قالب و سطوح ناصاف در قطعه در اثر ایجاد لبه های سرد اظهار شده است.
قطعات تولید شده در این روش از ساختاری همگن با دانه های ریز و سطوحی صاف برخودار بوده و خواص مکانیکی آنها با مشخصات قطعات آهنگری برابری می کند.
ایجاد ترکهای گرم بعنوان عیب عمومی این روش در قطعات و آلیاژهای مختلف ریخته شده و
مشاهده می گردد که با تنظیم درجه حرارت بارریزی مذاب، درجه حرارت قالب و زمان بیرون آوردن فطعه از قالب قابل کنترل وحذف است. قطعات کاسه ای شکل بعنوان مناسبترین اشکال برای این روش پیشنهادمیگردند.رینگ چرخ اتومبیل و ماشین های حمل و نقل از حنس آلیاژهای آلومینیم، شیرو بدنه رگلاتور، اتصالات هیدرولیک، پیستونهای پمپ، محفظه های کنترل، بوش و یاتاقان از جنسبرنجوبرنزنمونه قطعاتی هستند که بصورت انبوه با این روش ریخته می شوند.
فرآیند ریخته گری فرآیند ریخته گری فلزات بمنظور تهیه و تولید قطعاتی با شکل، اندازه و جنس دلخواه از طریق ذوب فلزات یا آلیاژها و ریختن آنها به داخل محفظهای موسوم به قالب که قبلاٌ به شکل دلخواه طراحی و ساخته شده است، انجام می گیرد.روشهای مختلفی در فرایند ریخته گری متداول است که در هر یک از آنها، طریقه اجرا، نوع عملیات ذوب، جنس قالب و چگونگی قالب گیری با هم متفاوتاست.ریخته گری، امکان ساخت قطعه با شکل نهایی یا نزدیک به شکل نهایی را فراهم می کند و نسبت به روشهای رقیب این مزیتها را دارد که محدودیت اندازه، شکل و آلیاژ ندارد اما در مقایسه با دیگر روشهای شکل دهی و ساخت، دارای مشکلات و عیوبی است که این عیوب به ماهیت این روش و استفاده از مذاب مرتبط است.
آلودگی مذاب، بدام افتادن گازها بدلیل جریان توربولانس و ناآرام سیال و نیز کاهش حد حلالیت گازها در حین تبدیل مایع به جامد سبب می شودقطعه ریختگی حاصل دارای ساختاری دندریتی، غیر یکنواخت و جدایش یافته باشد و معمولاٌ دارای استحکام، داکتیلیته و کیفیت سطحی نامناسبی نیز هستند.جستجوی روشهای جدید و توانمند که ضمن حل مشکلات بالا دارای توجیه اقتصادی نیز باشد همواره مورد توجه بوده است. امروزه روشهای مختلفی از قبیل ریخته گری کوبشی، ریخته گری با فشار کم، ریخته گری در خلا، روش Cosworth ، روشهای ریخته گری نیمه جامد و غیره جهت نیل به اهداف فوق در حال استفاده و توسعه صنعتی هستند.
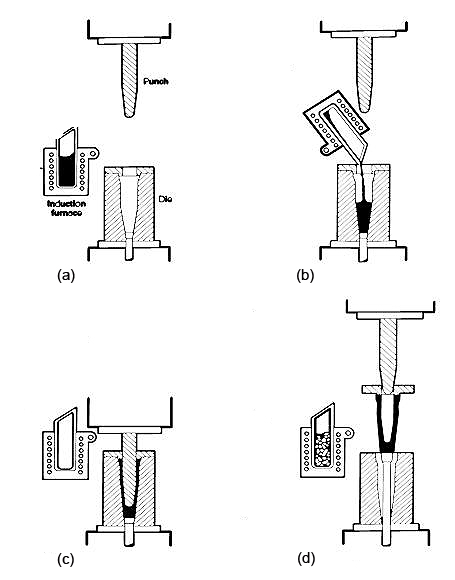
مراحل انجام فرایند
مراحل انجام این فرایند در روش کوبشی به 4الی 5مرحلهتقسیم می کنند که در شکل 4،1 مرحله
{kind=link}
Direct squeeze . نشان داده شده است که این مراحل روش کوبشی مستقیم را نشان می دهد
casting .
الف : این مرحله نشان دهنده عملیات ریخته گری می باشد که در شکل نیمه بالایی سمبه و پایی قالب می باشد .
در این مرحله مواد فلزی را در کوره شارژ می کنیم قالب و ابزار را پیشگرم و روانکاری می کنند و به طور کلی این مرحله شامل همیه و آماده سازی قالب و مذاب می باشد .
ب : مذاب را در داخل حفره قالب بریزید .همان طور که گفته شد در این مرحله حجم مذاب بسیار
بحرانی می باشد .
پسازانجامد و مرحله قلب قالب را می بندیم .مذاب به محض ورود به درون قالب منجمد می :c
شود که معمولا یک لایه جامد به وجود می آید .و به علت اینکه ما نمی خواهیم مذاب را بکوبیم
و اگر زمان کافی نباشد ما به مذاب زمان کافی می دهیم تا درصدی از جامد به Diecast مثلروش
وجود آید .و بعد از ایجادآن است که سمبه را وارد قالب می کنیم و می کوبیم باید توجه داشت که زمان انجماد به دست ماست و اگر زیاد صبر بکنیم دیگر ما مخلوط مذاب و جامد را نخواهیم داشت و ما جامد را پس از انتظار زیاد می کوبیم .و دیگر هدف متالوژیکی نخواهد بود و در کنترل ما نمی باشد .
پ : قطعه را بیرون میآوریم و تمیز کاری می کنیم و مواد اولیه فلزی را در داخل کوره شارژ می کنیم.
in Direct casting روش غیر مستقیم
این روش برای ریخته گری قطعات کوچک به کار می رود . برای قطعاتی ساده ، شمش ها و ...در
این روش سمبه به قالب وارد می شود .و بعد یک سمبه از کف قالب تحت فشار مخلوط مایع و
جامد تحت فشار قرار می گیرد طبق شکل پیستون از کف وارد می شود .در این روش ما نه حفرات انقباضی داریم و نه گازی که این عیوب را باید در متالورژی کننده کرد .که این کنترل نتیجه ایی مثت خواهد شد نسبت به دایکاست
روش حذف حفرات انقباضی :
اول اینکه بخشی از انجماد در انقباض مقداری از انجماد حاصل شده است و وقتی فشار اعمال می کنیم مذاب را به داخل مناطق گرم که باعث به تاخیر افتادن انجماد و ایجاد انقباضی شده اند و به داخل دندریت ها و غیره منتقل می کنیم و چون این فشار که ناشی از کوبیدن می باشد تا اخر انجماد وجوددارد . بنابراین کلیه حفرات انقباضی چه میکرو و چه ماکرو همگی حذف می شوند .
حذف حفرات گازی :
گفته شده که راهی برای خروج این حفرات وجود دارد .در این جا وقتی مذاب Diecast درروش
وارد قالب می شود کاملا پر از گاز و هوا است و درزهای قالب و تاپ و نت ها در حدی نیست که
کاملا هوا و گاز قالب خارج شود .ولی در اینجا یک درزبین دو نیمه قالب عمدا وجود دارد .
ولی این درز در حدی نیست که منجر به پلیسه شود . این درز در حدی می باشد که گازهای حاصل از راندمان مذاب به قالب خارج شود .
در روش دایکستباید کلیه گازها را خارج می کردیم ولی در اینجا فقط گازهای محلول در مذاب را
خارج می کنیم .
این عوامل باعث می شود که ما قطعه ایی داشته باشیم .در حد خروج به گونه ایی که در مقابل
خروج مدعی شویم .
· افزایش سرعت انتقال حرارت : باعث ریز دانگی مورد مطلوب می شود .
· تغییر الگوی انجماد آلیاژ که این مورد نیز سبب ریز دانگی قطعه می شود .
· حذف عیوب
· دقت ابعادی بسیار بالای این روش .
جنس قالب های مورد استفاده در روش ریخته گری کوبشی
شباهت دارد و معمولا از Diecast بطور کلی جنس قالب با جنس قالب های مورد استفاده در روش بدین منظور استفاده می شود . H فولادهای گرملاک 13
روش های جلوگیری از پیچش قالب :
1) استفاده از عناصر استراتژیک مثل مولیبدن که این عنصر به 3روش در افزایش عمر قالب موثر است
-1-1 داخل آلیاژ باشد به عنوان یک عنصر آلیاژی وارد جنس قالب شود .در این صورت قالب عمر بیشتری خواهد داشت .و مقاومت به سایش و حرارتی قالب بالا می رود .
-2-1 سطوح داخلی لنگه را از مولیبدن بسازند که این روکش کاری باعث افزایش مقاومت به حرارت
و فشار می شود .
-3-1 ایجاد حلقه و شیب مولیبدن در اطراف قالب که از پاره شدن و پیچش قالب جلوگیری می کند .
2) روانکاریقالب
برای آلیاژهایآلومینیوم-منیزیم که داخل قالب ریخته می شود .روغن گرافیت کلوئیدی به صورت
اسپری روی قالب پاشیده می شود که حلال آن که آب می باشد بخار شده و به سطح قالب می چسبد و باعث بهبود کیفیت سطحی قطعه می شود .
پارامترهای موثر بر کیفیت قطعات در روش کوبشی :
-1حجم مذاب : حجم مذاب در این روش بایستی کاملا دقیق و حساب شده باشد . تاآن به دقت
ابعادی مورد انتظار در این دست یابیم و این انتظاری است که از یک قالب فلز می رود که باعث
پایین آمدن درصد اسقاط قطعات تولیدی در این روش و ... می باشد . بنابراین در این روش دیگر
نمی توان از پاتیل ها و ملاقه ها و کمچه های معمولی استفاده کرد .
باید در این روش ظروف بار ریزی مذاب در قالب کاملا سنجیده و اندازه گیری شده باشد .
اگر حجم مذاب در این روش از میزان حساب شده و لازم تغییرات داشته باشد در حالت زیر بوجود می آید .
الف : اگر میزان مذاب مقدار خیلی کمی از حجم تعیین شده کمتر باشد .حالات زیر بوجود می آید :
الف- 1 :دقت ابعادی پایین می آید .
ب - 2: فشار موثر نخواهد شد زیرا بالا و پایین قالب (سمبهوقالب)ستشدهاست .ودرمخلوط
جامد و مایع فشار به ان حدی که ما انتظار داریم نمی رسد .
ب : اگر حجم مذاب کمی بیشتر باشد حالات زیر بوجود می آید .
ب- 1:دقت ابعادی تحت تاثیر قرار می گیرد به علت بیرون زدن مذاب و ایجاد پلیسه
ب – 2 :چون اضافه مذاب بیرون زده شده فشار زیاد تحت تاثیر قرار نمی گیرد .
2-دمایباررزی :دمای بار ریزی در این روش بستگی به نوع آلیاژ و نوع قطعه دارد .و در این
روش سیالیت مذاب مطرح نمی گردد زیرا قطعات تولیدی در این روش ساده هستند در مقایسه با
Diecast .
850 درجه ی سانتی گراد. c AL مثلا :دمای بار ریزی برای آلیاژهای دمای بارریزی برای آلیاژهای فولادی 1850 درجه ی سانتی گراد.
3-دمای پیشگرم قالب و سمبه :
در این روش قالبی آن قسمتی می باشد که مذاب به داخل آن ریخته می شود .و سمبه آن قسمتی می باشد که فشار را وارد می کند و شکل قطعه را هم ایجاد 190 درجه می باشد .وهرچهقالبما c 315 درجهو cمی کند .دمای پیشگرم در این روش بین ضخیمتر باشد دمای کمتری نیاز است .
نکته :
15-30 درجه می باشد . یعنی دمای سمبه در حدود c اختلاف دمایی بین سمبه و قالب در حدود
15-30c پایین تر از دمای قالب می باشد . بعلت اینکه قطر سمبه کوچکتر می باشد ( بعلت اختلاف
حرارت)تابتواندگازهایموجوددرداخلقالبومذاب را به راحتی خارج بکند .
4-زمان تاخیر
منظور از زمان تاخیر فاصله بین زمان بار ریزی و کوبیدن می باشد .و هدف از این تاخیر آن است که مقداری جامد بوجود آید و یا به عبارتی خمیر می شود . تا کوبش صورت پذیرد . اگر زمان تاخیر دچار تغییرات شود .دوحالت بوجود می آید .
اگر زمان تاخیر کم باشد : به علت عدم تشکیل جامد و شکل نگرفتن دندریت ها حفرات انقباضی در قالب هنوز تشکیل نشده اند .و اگر بگوییم این حفرات پرنخواهند شد .
اگر زمان تاخیر زیاد باشد :عملا جامد خیلی بیشتری تشکیل خواهد شد و باز قادر به پر کردن
حفرات انقباضی نخواهیم بود .
5-فشار ( ازبابتمقداروزمان) : مقدار فشار در این روش بستگی به شکل قطعه و خواص مکانیکی
05 خواهدبود . – 140 mpa مورد نظر دارد و معمولا بین زمان اعمال فشار که باز به شکل ، وزن و خواص مکانیکی و نوع آلیاژ فلز مورد نظر بستگی دارد .
مشکلات روش ریخته گری کوبشی :
در این روش سیستم سرباره گیری نداریم و مذابی که در این روش به درون قالب می ریزیم بایستی کاملا دی فلاکسه و تمیز شده باشد و بایستی از ورود اکسیدها و ناخالصی ها جلوگیری کامل بوجود آید .
بانقطه mgo و( Al 2o3 2050c ) که اکسیدهای ناجور دارند mg , Al بعضی از فلزات مثل
2800 و به علت نقطه ذوب بالای این دو اکسید ، دیسکوزیته هر دوی این اکسیدها بالا می c ذوب
باشد .و به راحتی مذاب نمی شوند . پس نباید شرایط اکسید شدگی را هم ایجاد کنیم . بهطورمثال
را مستقیما به قالب می ریزند ولی برای ریختن فولاد از قیف ماسه Al آلیاژهایی مثل مس و آلومینیوم
ایی برای ورود مذاب استفاده می کنند .شکلح : یک نوع قطعه با ابعاد یکسان با سه روش تولیدی
را نشان می دهد .
نوع قطعات مناسب برای ریخته گری کوبشی :
از دیدگاههای مختلفی می توان قطعات مناسب برای این روش را مورد بررسی قرار داد .که این
توضیحات بیشتر برای قطعات آلومینیومی مد نظر می باشد .
1-وزنقطعه : این مورد معمولا برای قطعات آلومینیومی مورد بحث قرار می گیرد که برای آلیاژهای آلومینیوم در منابع مختلف از 125 کیلوگرم تا چند کیلوگرم گزارش شده است .
3- شکلقطعات : معمولا مدورکاسه ایشکل می باشد در این روش تولید می شود .ولی قطعات غیر
مدورهم با این روش تولید شده اند و از جمله قطعات تولیدی در این روش می توان :
پوسته – خمپاره- دنده ها مخروطی- پره دیسک- ترمزبدنه
شیر رگلاتوردرپوش - اتصالات هیدرولیک - پیستون پمپ
توپی چرخ تراکتور
11- یک سری قطعات هستند که از شمش حاصل از اسکوئز تولید می شوند . پس انواع بلوک نیز برای
تولید قطعه می توان به این روش تولید کرد. و انواع برش ها ، یاتاقان ها ، فلانچ ها ، رینگ ماشین
الات حمل و نقل .
2-50 گزارششدهاست .که بدین روش ریخته گری شده mm بین Al -3ضخامت : برای آلیاژهای
نکته :
در یک قطعه اختلاف ضخامت زیاد مجاز نیست .زیرا ما نمی توانیم که برای کدام قسمت قطعه
طراحی ها را انجام دهیم . براساس کدام قسمت باشد . (Delay lime) مثلا زمان تاخیر
3- جنسقطعه :علاوه بر آلیاژهای ویژه ، آلیاژهای تحت فشار ، آلیاژهای فورجینگ ( آلیاژهایی که
قابلیت فورجینگ دارند)هم در این روش قابل عمل هستند .و بهمین خاطر این روش روش نمونه
ایی و پیشرفته می باشند .
بطور کلی جنس های مورد استفاده در این روش عبارتند از :چدن نشکن ، فولاد کربنی ، فولاد ضد زنگ ، برنج ، برنز ، سوپر آلیاژها ، سرب ، قلع ، منیزیم و انواع قطعات کامپوزیتی و از همه بیشتر آلیاژهای آلومینیوم .
5-خواص مورد نیاز : مهمترین خاصیت نشت ناپذیری زیاد ، استحکام خوب ، ساختار فشرده دانه ریزو مقاومت به سایش ، مک گازی و انقباضی پیوسته ( موجود نیست ) .
نشت ناپذیری : بعضی از قطعات و تجهیزات مهندسی وجود دارند که در داخل آن ها یک نوع سیال و با یک نوع گاز عمل می کند و یا برای نگهداری اینگونه سیالات به کار می رود .ودردرجه
حرارت اتمسفر و کمی بالاتر کاملا نفوذ ناپذیرند .ولی در فشارهای بالا نشتی داشته و درز پیدا
(bubble trai) خواهندکرد . البته این درز به صورت ترک نمی باشد .و این ها معمولا ناشی از
(ردحباب)می باشد .
رد حباب :
حباب هایی که بیرون می آیند و پشت سر خودشان رگه های اکسیدی باقی می گذارندو سیال نفوذ خواهدکرد .
عیوب قطعات در این روش :
ما در این روش هیچگونه فلاکسینک و تصفیه و پاک oxid in clousion1آخال های اکسیدی
سازی مذاب نداریم در نتیجه مذاب باید کاملا تمیز باشد .چون در این روش مذاب تمیز می باشد
ولی در مراحل انجام کار یا آخرین مرحله آخال های اکسیدی وارد می شوند که مراحل انجام کار
2-دراثربار ریزی . - عبارتنداز : 1
-2-2 ابزار ذوب آلوده استفاده کنیم . که باعث می شود در اخال ها و ناخالصی های اکسیدی وارد مذاب شوند .
2- تخلخلهای گازی: سوراخهای گازی ، خللوفرجگازی
وقتی که ماقطعه را فشار می دهیم این تخلخل ها باید خارج شوند به علت فشار Diecast درروش کمی که در این روش موجود می باشد .
-3وقتی مذاب در حال انجماد می باشد .لایه هایی غنی از عنصر آلیاژی به مناطق گرم دفع می شود . و در فضاهایی بین دندریتی غلظت بالا می رود و حالا وقتی فشار را بالا میبریم مذاب غنی از عنصر آلیاژی موجود در بین دندریت ها به داخل دندریت ها و لابه لای آن ها رانده می شود و در نتیجه یک جدایش در خواص شیمیایی بوجود می آید .
که حاصل آن خواص مکانیکی نامطلوب و مقاومت به خوردگی پایین می آید و از راههایبرطرف
کردنآن .
طراحی صحیحقالب .
ازدیاد درجه حرارتقالب
Delay Time کاهشزمان تاخیر
center line seyragation : جدایش مرکزی
همان جدایش طبیعی می باشد . یعنی هنگامی که مذاب از اطراف قطعه در حال انجماد می باشد .
قسمت مرکزی مایع می باشد و عنصر آلیاژی به قسمت مرکزی پس خواهد شد .واین مورد در
بیشتر دیده می شود و از راه های برطرف کردن آن می توان AL آلیاژهای پر عیار مخصوصا آلیاژهای
· افزایش دمای قالب
· کاهش زمان تاخیر
· تغییر آلیاژ در صورت امکان
Blistering : 5 جوش زدگی و تاول
این مورد همان تلاتم حاصل از پر کردن قالب می باشد که یک سریاز حباب های گازی تشکیل می شود به علت اینکه پوسته جامد زیاد شده است . نمی تواند از قالب خارج شود .شکلظاهریآن
بصورت تاول و بیرون زدگی و جوش در سطح قطعه خودش را نشان می دهد و این عیب در حقیقت در سطح قطعه به دام می افتد .وازراههای برطرف کردن آن می توان :
· گاز زدایی مناسب مذاب
· پیشگرم کردن ابزار و تجهیزات انتقال مذاب و
· افزایش زمان تاخیر
· افزایش هواکش های سمبه و قالب .
· کاهشدرجه حرارت بار ریزی
· درهم جوشی سرد
لایه هایی از مذاب در داخل قطعه منجمد شده و لایه های منجمد شده دیگر با آن ها برخورد می
کنیم بدون اینکه در هم آمیخته شوند . از راه های برطرف کردن این مورد می توان :
· افزایش دمای بار ریزی
· افزایش دمای قالب
· کاهش زمان تاخیر
ترکگرم
در آلیاژهایی که دامنه انجماد حرارتی وسیع دارند . احتمال وقوع این نوع ترک بیشتر
است . ترک می باشد که در بالای دمای سالیدوس رخ می دهد .و این عیب فقط به انقباض بستگی
دارد . و هیچ نقش دیگری دخیل نمی باشد . قطعه منقبض می شود و برای جبران آن چیزی وجود ندارد . ترکرخخواهدداد .حال عوامل دیگر مثل مقاومت ماهیچه و قالب نیز دران موثر می باشند راه های رفع این عیب :
· کاهشدمایبارریزی
· کاهشدمایقالب
· ازدیاد زمان اعمال فشار
· ازدیاد شیب قالب که در جهت تقویت انجماد جهتدار می باشد تا انجماد از پایین شروع شود و به بالا بیاید .
Sticking : -8چسبیدن قطعه به بخشی از قالب
این عیب معمولا به صورت چسبیدن یک لایه نازک ازقطعه بر روی قالب خودنمایی می کند علت
اصلی این مورد واکنش انحلالی قالب و مذاب می باشد و از علت های اصلی می توان :
· دور تناوب کوتاه فرایند
· روغن کاری یا روانکاری ضعیف قالب
· عدم خنک شدن کافی قالب .
مهمترین راههای برطرف کردن عیب :
· کاهش دمایقالب
· کاهش دمای بار ریزی
· کاهش فشار
· عدم استفاده از موادی که قابلیت انحلال با مواد قالب را دارند .
case Debonding -9 جدا شدگی پوسته ایی از نظر تعریف و شکل در واقع جدا شدن یک پوسته از خود قطعه می باشد .
مثلا : یعنی قطعه احتیاج به ماشینکاری و با تمیز کاری دارد .ودرهنگام ماشین کاری یک لایه پوسته جدا می شود و از راه های برطرف کردن این عیب می توان:
· ازدیاد دمای قالب
· ازدیاد دمای بار ریزی
· کاهش زمان تاخیر
-10 جدا شدگی ناشی از فشار Extrusion Debonding
قرار بگیرد .ومدتزیادی به حالت Max وقتی بوجود می آید که قطعه تحت فشار بیش از حد
مذاب باقی بماند .در این راستا دیاگرام فازی تحت تاثیر قرار گرفته و انجماد به عقب می افتد در اثر فشار زیاد که و در این فاصله ممکن است اکسید هم بشود . اگر قطعه در همین حال از قالب جدا شود یک بخشی از آن به قالب می چسبد که همان اکسید می باشد و اگرمذاببعدیرابهدرون
قالب بریزیم قادر به چسبیدن به این لایه اکسید جامد نمی باشد . بنابراین در عمل در قطعه بعدی
اتصال فلز به فلز بوجود می آید بعلت واسطه اکسید .
از راه های برطرف کردن عیوب برای قطعه دوم می توان :
· ازدیاد دمای قالب
· ازدیاد دمای ریخته گری
· کاهش زمان تاخیر
مزایای روش ریخته گری کوبشی
· بهره ریخته گری : برای اینکه اینجا تغذیه گذاری و سیستم راهگاهی نداریم ، و در بررسی صورت . % گرفته بیش از 95
· صافی سطح بالا در قطعات :در قالبهای فلزی معمولا صافی سطح بالاست .
· تولید قطعات با ساختار ممکن و ذراتریزتی که معمولا منجر به خواص مکانیکی بالاتر می شود .
· عدم نیاز به سیاست در مذاب چون شکل قطعه ساده می باشد .و اگر هم پیچیده باشد فشار
· بالاست .
o 0.25mmابعادی بالاست
· قابلیت ریخته گری انواع آلیاژهای آهنی و غیر آهنی .
· سادگی و اقتصادی بودن روش و دیگر اینکه به سادگی هم مکانیزه می شود.وقتی روش زیاد پیچیده نباشد می توان آنرا به سادگی مکانیزه کرد .
· سرعت تولید نسبتا بالا به طور مثال در این روش گفته می شود حتی تولید یک قطعه در 2دقیقه .
ساختار انجماد قطعات در روش کوبشی :
انجمادقطعاتدراین روش تحت تاثیر چند پارامتر می باشد .که برای بررسی از رابطه لکادیوس –
لکاپرون استفاده می کنیم .
ریخته گری ریژه
ریخته گری در قالب های ریژه
تعریف :
ریخته گری در قالب های ریژه، بر اساس تعریف روشی است که در آن دو یا چند تکه به منظور قطعه ای مکررا مورد استفاده قرار گیرد و مذاب بر اساس وزن (نیروی ثقل) قالب را پر نماید. در این روش ماهیچه های ساده از فلز ساخته می شود ولی ماهیچه های پیچیده تر از ماسه یا گچ تهیه می گردند. در مواردی که از ماهیچه های ماسه ای یا گچی در قالب ویژه استفاده شود به آن روش نیمه دائمی نیز می گویند.
مزایا و محدودیت ها :
فرآیند ریخته گری در قالب های ریژه برای تولید قطعات در تعداد زیاد و ضخامت دیواره نسبتا یکنواخت مناسب می باشد. این روش در مقایسه با روش های ریخته گری در قالب های موقت دارای مزایا و محدودیت ها به شرح زیر می باشد :
الف ـ مزایا :
1ـ قابلیت تکرار تولید قطعات یکنواخت
2ـ قابلیت تکرار تولید قطعات یکنواخت
3ـ دقت ابعادی خوب
4ـ سطح تمام شده مناسب
5 ـ خواص فیزیکی و مکانیکی بالا
6 ـ عیوب ریخته گری کم
ب ـ محدودیت ها و معایب:
1ـ عدم امکان تولید کلیه آلیاژها
2ـ غیراقتصادی بودن تولید در تعداد کم
3ـ عدم امکان تولید قطعات بزرگ و سنگین
4ـ عدم امکان تولید قطعاتی با اشکال خاص
5 ـ لزوم استفاده از پوشش قالب

فلزات و آلیاژهای مناسب برای ریخته گری در قالب های ویژه عبارتند از:
الف ـ آلیاژهای آلومینیوم :
در تولید انبوه این آلیاژها را می توان تا وزن 70 کیلوگرم در قالب ویژه تولید نمود. البته در برخی موارد تا حدود 345 کیلوگرم پوسته موتور در قالب ویژه ریخته گری شده است.
ب ـ آلیاژهای منیزیم :
آلیاژهای منیزیم نیز علیرغم پایین بودن قابلیت ریخته گری آن ها، در قالب های ویژه ریخته گری می شوند. تولید قطعاتی تا وزن 10 کیلوگرم به صورت انبوه توسط این روش معمول و متداول می باشد. البته ریخته گری قطعاتی تا حدود 30 کیلوگرم نیز توسط این روش گزارش شده است.
ج ـ آلیاژهای مس :
ریخته گری برخی آلیاژهای مس به ویژه برنج ها در قالب ویژه معمول می باشد. درجه انجماد آلیاژهای مس نسبتا بالا بوده و سرعت انجماد در آن زیاد است. ماهیچه های فلزی بایستی بلافاصله پس از ریختن مذاب و انجماد از داخل قالب خارج شوند زیرا انقباض باعث گیر کردن ماهیچه در داخل قطعه می شود. معمولا تولید قطعات بزرگتر از 10 کیلوگرم توسط این روش غیرمعمول است.
د ـ آلیاژهای روی :
آلیاژهای روی را نیز می توان توسط این فرآیند ریخته گری نمود، اما به دلیل این که این آلیاژها بیشتر توسط روش ریخته گری تحت فشار تولید می شوند، روش ویژه در مورد آلیاژهای روی کمتر متداول است.

هـ ـ چدن های خاکستری :
ریخته گری چدن های خاکستری هیپواتکتیک در تعداد زیاد و تا وزن حدود 14 کیلوگرم توسط روش ریژه معمول می باشد. علت محدود بودن وزن قطعه ریختگی در این روش هزینه قالب، و همچنین زمان سرد شدن قطعه در قالب است که در قطعات بزرگ زیاد بوده و حتی از 10 دقیقه هم بیشتر می شود.
روش های ریخته گری ریژه ریخته گری در قالب های ریژه را می توان به سه گروه روش های دستی، روش های نیمه اتوماتیک و روش های تمام اتوماتیک تقسیم نمود. در این قسمت به بررسی آن ها پرداخته می شود.
روش دستی :
ریخته گری در قالب های ریژه به طریق دستی دارای طرح های نسبتا ساده ای بوده و متناسب به ضخامت قطعه ساخته شده است. شکل (1 ـ الف) یک روش ساده کتابی را نشان می دهد، این روش برای تولید قطعات ریخته گری با ضخامت کم و نازک مورد استفاده قرار می گیرد.
شکل (1 ـ ب) یک نوع دیگر از ماشین های ویژه ریژ دستی را نشان می دهد که برای تولید قطعات با ضخامت و برآمدگی های زیاد استفاده می شود.
شکل 1 ـ دو نوع ماشین ریخته گری ریژه دستی
الف ـ قالب نوع کتابی ساده برای تولید قطعات با ضخامت کم
ب ـ برای تولید قطعات با ضخامت زیاد
روش های ریژه دستی علی رغم سادگی، کاربردی وسیع دارد و امروزه هنوز درصد بالایی از قطعات تولید شده به روش ریژه از این طریق تولید می شود.
ـ روش نیمه اتوماتیک:
برای تولید انبوه قطعات روش های نیمه اتوماتیک جایگزین روش های دستی شده است. در این روش ها جهت باز و بسته شدن قالب از سیستم های هیدرولیکی یا پنوماتیکی استفاده می شود. پر کردن قالب و نیز خارج کردن قطعات ریخته شده از قالب توسط دست انجام می شود.
ـ روش های خودکار (اتوماتیک) :
در این نوع ماشین اکثر کارها توسط ماشین و حتی رباط ها انجام می شود شکل (3) زیر یک نوع از این ماشین را نشان می دهد. این نوع ماشین به منظور تولید انبوه قطعات مختلف کوچک و بزرگ استفاده می شود.
شکل (4) نوع دیگر از یک ماشین اتوماتیک با میز گردان را نشان می دهد. در این روش ایستگاه های مختلف در ریخته گری شامل بار ریزی، پوشش قالب، ماهیچه گذاری، انجماد و بیرون انداز به دنبال یکدیگر قرار گرفته اند.
جنس قالب: چهار عامل اساسی در انتخاب جنس قالب و ماهیچه موثر است که عبارتند از:
الف ـ درجه حرارت بار ریزی مذاب
ب ـ اندازه قطعه ریختگی
ج ـ تعداد قطعات ریختگی در هر قالب
د ـ قیمت مواد قالب
عمر قالب:
عمر قالب از موضوعات مهم در ریخته گری قالب های ریژه می باشد، چرا که عامل اصلی و مهم در تعیین قیمت تمام شده قطعات می باشد. عمر قالب نیز همانند جنس قالب به چهار عامل ذکر شده در بالا بستگی دارد. عمر قالب می تواند از یکصد بار ریختن تا 250000 بار ریختن و حتی بیشتر باشد. به عنوان مثال قالب های مورد استفاده در پیستون های آلومینیومی می تواند 250000 قطعه بدون نیاز به تعمیرات اساسی را ارائه نماید و یا تعمیرهای مکرر تا 5/3 میلیون قطعه را امکان تولید دارد. مهمترین عواملی که می تواند در عمر قالب موثر باشد عبارتند از:
ـ درجه حرارت بار ریزی: درجه حرارت بالا باعث کاهش عمر قالب می شود.
ـ وزن قطعه ریختگی: با افزایش وزن قطعه ریختگی عمر قالب کاهش می یابد.
ـ شکل قطعه ریختگی:
انتقال حرارت در قسمت های ضخیم نسبت به قسمت های نازک قالب بیشتر بوده بنابراین هنگامی که قطعه ریختگی دارای اختلاف سطح مقاطع زیاد باشد، در قسمت های قالب اختلاف درجه حرارت به وجود آمده و عمر قالب کاهش می یابد.
ـ روش سرد کردن:
نحوه سرد کردن قالب در عمر آن ها موثر است به عنوان مثال سرد کردن قالب توسط آب نسبت به هوا قالب را کاهش می دهد.
ـ پیش گرم کردن قالب:
با پیش گرم کردن، عمر قالب افزایش می یابد.
ـ پوشش قالب: پوشش از خوردگی و جوش خوردن فلز مذاب به قالب جلوگیری می کند و عمر آن را افزایش می دهد.
ـ جنس قالب
ـ انبار کردن:
انبار نمودن قالب در محل های نامناسب باعث زنگ زدگی و خراب شدن آن می شود.
ـ تمیز کردن قالب:
عمل تمیز کردن قالب به وسیله پاشیدن مواد ساینده و فرو بردن قالب در محلول سود و تمیز کاری با برس سیمی انجام می شود. تمیز کاری بایستی با دقت انجام شود در غیر این صورت باعث ساییدگی و کاهش عمر قالب می شود.
ـ سیستم راهگاهی:
طراحی صحیح سیستم راهگاهی عمر قالب را افزایش می دهد.
ـ نوع عملیات ریختگی:
عمر قالب در روش های اتوماتیک نسبت به روش های دستی بیشتر است به گونه ای ممکن است عمر قالب در روش های اتوماتیک تا دو برابر روش های دستی برسد.
درجه حرارت قالب:
درجه حرارت قالب در سلامت قطعه ریختگی تاثیر قابل توجهی دارد. در صورتی که درجه حرارت قالب پایین باشد باعث به وجود آمدن عیوبی مانند پر نشدن قالب (نیامد) و ترک می شود و بر عکس اگر درجه حرارت قالب بالا باشد عیوبی مانند مک و کاهش خواص متالوژیکی قطعه را به وجود می آورد. به طور کلی عوامل زیر درجه حرارت قالب را تعیین می کند:
ـ درجه حرارت بار ریزی:
افزایش درجه حرارت بار ریزی درجه حرارت قالب افزایش می یابد .
ـ تعداد دفعات ریخته گری:
هر چه دوره عملیات ریخته گری سریعتر باشد درجه حرارت قالب افزایش می یابد .
ـ شکل قطعه ریختگی:
مقاطع ضخیم، گوشه های تیز نه تنها درجه حرارت کلی قالب را افزایش می دهد، بلکه یک شیب حرارتی نامناسب ایجاد می کند .
ضخامت قطعه ریختگی :
با افزایش ضخامت قطعه ریختگی درجه حرارت قالب افزایش می یابد.
ـ ضخامت دیواره قالب :
با افزایش ضخامت دیواره قالب درجه حرارت قالب کاهش می یابد.
ـ ضخامت پوشش قالب :
با افزایش ضخامت پوشش قالب درجه حرارت قالب افزایش می یابد.
درجه حرارت بار ریزی : کنترل درجه حرارت بار ریزی در ریخته گری در قالب های ریژه از اهمیت به سزایی برخوردار می باشد. درجه حرارت بار ریزی همانگونه که قبلا اشاره شد در عمر قالب تاثیر دارد. از طرف دیگر این درجه حرارت در سلامت قطعه ریختگی فاکتور تعیین کننده می باشد. در صورتی که درجه حرارت بار ریزی پایین تر از حد لازم باشد محفظه قالب پر نشده، راهگاه و تغذیه قبل از آخرین قسمت قالب منجمد می شود و قسمت های نازک قالب با سرعت منجمد می شود و در نهایت درجه حرارت پایین منجر به عیوبی مانند پر نشدن قالب، مک، ترک و کاهش خواص قطعه می شود .
اگر درجه حرارت بار ریزی از مقدار لازم بیشتر باشد، باعث انقباض و تاب برداشتن قالب می شود. در نتیجه دقت ابعادی کاهش می یابد. از طرف دیگر زمان انجمادا طولانی شده و در نتیجه سرعت تولید کاهش می یابد. همچنین عیوبی مانند مک، کاهش خواص مکانیکی و متالوژیکی نیز بر اثر افزایش درجه حرارت بار ریزی به وجود می آید .